
34*3ЮоЗьИжЙм--20#ЮоЗьИжЙм34*3СуЪл
ВњЦЗМлИёЃКЃЄ4599.00ЃЈШЫУёБвЃЉ
ЩЬЦЬУћГЦЃКСФГЧЪажкЫГИжВФгаЯоЙЋЫО
СЊЯЕШЫЃКЭѕОРэЃЈЯШЩњЃЉ
СЊЯЕЪжЛњЃК
ЙЬЖЈЕчЛАЃК
ЦѓвЕгЪЯфЃК706568171@qq.com
СЊЯЕЕижЗЃКСФГЧЪаЛуЭЈЙњМЪН№ЪєЮяСїдА
гЪБрЃК252000
СЊЯЕЮвЪБЃЌЧыЫЕЪЧдкжЧФмАВЗРЭјЩЯПДЕНЕФЃЌаЛаЛЃЁ
ЩЬЦЗЯъЧщ
жївЊПижЦДыЪЉгЩгкШЋЩчЛсЖдЛЗБЃд№ШЮаФдіМгЃЌЖдЛЗОГвЊЧѓдНРДдНбЯИёЃЌетОЭвЊЧѓБиаыМгЧПЩњВњЙ§ГЬПижЦЃЌбЯИёДяЕНЛЗБЃжИБъвЊЧѓ,ЪЕааТЬЩЋЩњВњЁЃНЕЕЭЭбСђЮќЪеЫўФкЕФбЬЦјСїЫйЃЌБмУтИќЖрвКЕЮМаДјЁЃЩшжУГ§ЮэЦїЃЌгУвдЗжРыбЬЦјжаМаДјЕФЮэЕЮЁЃГ§ЮэЦїдРэЃКГ§ЮэЦїЕФЩшМЦЪЧвРОнвКЕЮЕФЙпадЁЂРыаФСІдРэЃЌвЖЦЌгЩЦНааАхЕФХХСазщГЩЁЃгЩгквЖЦЌЕФЩшМЦЃЌдквЖЦЌЪјФкЕФКЌвКЬхЕФЦјЬхОЙ§ШєИЩДЮБЛЧПЦШИФБфЗНЯђЁЃЕБетЗЂЩњЪБЃЌРыаФСІИјгшЦјСїСІСПЃЌЪЧИќжиЕФвКЕЮЫІдквЖЦЌЕФЪЧЧНЩЯЃЌШЛКѓБЛКЯВЂЕНВуСїжаВЂСїГіЁЃ
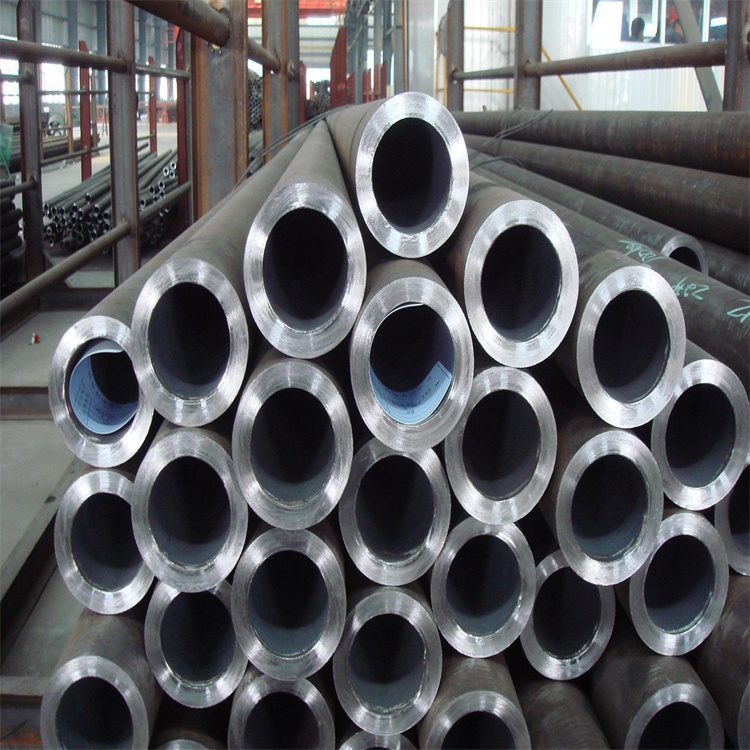
34*3ЮоЗьИжЙм--20#ЮоЗьИжЙм34*3СуЪл




20#ЮоЗьИжЙмВФжЪЮЊ20#ИжЃЌЧПЖШБШ15#ЩдИпЃЌКмЩйДуЛ№ЃЌЮоЛиЛ№ДрадЁЃРфБфаЮЫмадИпЁЂвЛАуЙЉЭфЧњЁЂбЙбгЁЂЭфБпКЭДИЙАЕШМгЙЄЃЌЕчЛЁКИКЭНгДЅКИЕФКИНгадФмКУЃЌЦјКИЪБКёЖШаЁЃЌЭтаЮвЊЧѓбЯИёЛђаЮзДИДдгЕФжЦМўЩЯвзЗЂЩњСбЮЦЁЃЧаЯїМгЙЄадРфАЮЛђе§Л№зДЬЌНЯЭЫЛ№зДЬЌКУЁЂвЛАугУгкжЦдьЪмСІВЛДѓЖјШЭадвЊЧѓИпЕФЙЄМўЁЃ
1.1ИжЙмЙЋГЦЭтОЖЮЊ88.9mmЃЌЙЋГЦБкКёЮЊ6.45mmЁЃ
1.2 ИжЙмЕФЭтОЖКЭБкКёдЪаэЦЋВюгІЗћКЯБэ1ЕФЙцЖЈЁЃ Бэ ЭтОЖдЪаэЦЋВю+ 0.50mmЁЋ0.20mm БкКёдЪаэЦЋВю + 0.97mmЁЋ0.77mm ЁЃ
2 ИжЙмЕФЭЈГЃГЄЖШЮЊ9400mmЁЋ9750mmЁЃ
3 ЭтаЮ 3.1 ИжЙмЕФЭфЧњЖШВЛЕУДѓгк1.0mm/mЁЃ
3.2 ИжЙмСНЖЫЖЫУцгІгыИжЙмжсЯпДЙжБЃЌЧаПкУЋДЬгІгшЧхГ§ЁЃ
4 жиСП ИжЙмАДЪЕМЪжиСПНЛЛѕЃЌврПЩАДРэТлжиСПНЛЛѕЁЃИжЙмУПУзРэТлжиСПЮЊ13.115kg/mЁЃ
5.ИжЙмЕФГЩЦЗЛЏбЇГЩЗждЪаэЦЋВюгІЗћКЯGB/T 222ЕФгаЙиЙцЖЈЁЃ
6.НЛЛѕзДЬЌ ИжЙмвдШШдўзДЬЌНЛЛѕЁЃ
7.СІбЇадФм ОЪЪЕБШШДІРэЃЌИжЙмЕФСІбЇадФмгІДяЕНAPI SPEC 5CT жаN80ИжМЖЕФвЊЧѓЁЃ
8.УмЪЕад ИжЙмгІж№ИљНјааЮаСїЬНЩЫвдМьбщИжЙмЕФУмЪЕадЃЌЮаСїЬНЩЫЖдБШЪдбљШЫЙЄШБЯнЭЈПзжБОЖЮЊІе2.2mmЁР0.01mmЁЃ
ИагІМгШШБэУцДуЛ№гыЦеЭЈДуЛ№БШОпгаШчЯТгХЕуЃК1.ШШдДдкЙЄМўБэВуЃЌМгШШЫйЖШПьЃЌШШаЇТЪИп2.ЙЄМўвђВЛЪЧећЬхМгШШЃЌБфаЮаЁ3.ЙЄМўМгШШЪБМфЖЬЃЌБэУцбѕЛЏЭбЬМСПЩй4.ЙЄМўБэУцгВЖШИпЃЌШБПкадаЁЃЌГхЛїШЭадЁЂЦЃРЭЧПЖШвдМАФЭФЅадЕШОљгаКмДѓЬсИпЁЃгаРћгкЗЂЛгВФСЯЕиЧБСІЃЌНкдМВФСЯЯћКФЃЌЬсИпСуМўЪЙгУЪйУќ5.ЩшБИНєДеЃЌЪЙгУЗНБуЃЌРЭЖЏЬѕМўКУ6.БугкЛњаЕЛЏКЭздЖЏЛЏ7.ВЛНігУдкБэУцДуЛ№ЛЙПЩгУдкДЉЭИМгШШгыЛЏбЇШШДІРэЕШЁЃИагІМгШШЕФЛљБОдРэНЋЙЄМўЗХдкИагІЦїжаЃЌЕБИагІЦїжаЭЈЙ§НЛБфЕчСїЪБЃЌдкИагІЦїжмЮЇВњЩњгыЕчСїЦЕТЪЯрЭЌЕФНЛБфДХГЁЃЌдкЙЄМўжаЯргІЕиВњЩњСЫИагІЕчЖЏЪЦЃЌдкЙЄМўБэУцаЮГЩИагІЕчСїЃЌМДЮаСїЁЃ

ЖЈЮЛОЋЖШЕФВЙГЅШєВтЕУЪ§ПиЛњДВЕФЖЈЮЛЮѓВюГЌГіЮѓВюдЪаэЗЖЮЇЃЌдђБиаыЖдЛњДВНјааЮѓВюВЙГЅЁЃГЃгУЗНЗЈЪЧМЦЫуГіТнОрЮѓВюВЙГЅБэЃЌЪжЖЏЪфШыЛњДВCNCЯЕЭГЃЌДгЖјЯћГ§ЖЈЮЛЮѓВюЃЌгЩгкЪ§ПиЛњДВШ§жсЛђЫФжсВЙГЅЕуПЩФмгаМИАйЩЯЧЇЕуЃЌЫљвдЪжЖЏВЙГЅашвЊЛЏЗбНЯЖрЕФЪБМфЃЌВЂЧвШнвзГіДэЁЃЯждкЭЈЙ§RS232НгПкНЋМЦЫуЛњгыЛњДВCNCПижЦЦїСЊНгЦ№РДЃЌгУVBБраДЕФздЖЏаЃзМШэМўПижЦМЄЙтИЩЩцвЧгыЪ§ПиЛњДВЭЌВНЙЄзїЃЌЪЕЯжЖдЪ§ПиЛњДВЖЈЮЛОЋЖШЕФздЖЏМьВтМАздЖЏТнОрЮѓВюВЙГЅЃЌЦфВЙГЅЗНЗЈШчЯТЃКБИЗнCNCПижЦЯЕЭГжаЕФвбгаВЙГЅВЮЪ§ЃЛгЩМЦЫуЛњВњЩњНјааж№ЕуЖЈЮЛОЋЖШВтСПЕФЛњДВCNCГЬађЃЌВЂДЋЫЭИјCNCЯЕЭГ;здЖЏВтСПИїЕуЕФЖЈЮЛЮѓВюЃЛИљОнЕФВЙГЅЕуВњЩњвЛзщаТЕФВЙГЅВЮЪ§ЃЌВЂДЋЫЭИјCNCЯЕЭГЃЌТнОрздЖЏВЙГЅЭъГЩЃЛжиИДНјааОЋЖШбщжЄЁЃ
ИжЙмзїЮЊИжЬњВњЦЗЕФживЊзщГЩВПЗжЃЌвђЦфжЦдьЙЄвеМАЫљгУЙмХїаЮзДВЛЭЌЖјЗжЮЊЮоЗьИжЙмЃЈдВХїЃЉКЭКИНгИжЙмЃЈАхЃЌДјХїЃЉСНДѓРрЁЃ
ЮоЗьИжЙм вђЦфжЦдьЙЄвеВЛЭЌЃЌгжЗжЮЊШШдўЃЈМЗбЙЃЉЮоЗьИжЙмКЭРфАЮЃЈдўЃЉЮоЗьИжЙмСНжжЁЃРфАЮЃЈдўЃЉЙмгжЗжЮЊдВаЮЙмКЭвьаЮЙмСНжжЁЃ
ЙЄвеСїГЬ
ШШдўЃЈМЗбЙЮоЗьИжЙмЃЉЃКдВЙмХїЁњМгШШЁњДЉПзЁњШ§ЙѕаБдўЁЂСЌдўЛђМЗбЙЁњЭбЙмЁњЖЈОЖЃЈЛђМѕОЖЃЉЁњРфШДЁњХїЙмЁњНУжБЁњжЪМьБкКёЁњЫЎбЙЪдбщЃЈЛђЬНЩЫЃЉЁњБъМЧЁњШыПтЁЃ
РфАЮЃЈдўЃЉЮоЗьИжЙмЃКдВдВЙмХїЁњМгШШЁњДЉПзЁњДђЭЗЁњЭЫЛ№ЁњЫсЯДЁњЭПгЭЃЈЖЦЭЃЉЁњЖрЕРДЮРфАЮЃЈРфдўЃЉЁњХїЙмЁњШШДІРэЁњНУжБЁњжЪМьБкКёЁњЫЎбЙЪдбщЃЈЬНЩЫЃЉЁњБъМЧЁњШыПтЁЃ
дк1976ФъЃЌFIORЙЄвеБЛЬсГіЃЌЫќЪЧдЫгУСїЛЏДВИДдЬњПѓЗлГіВњШШбЙПщЬњЕФАьЗЈЁЃдЫгУИУЙЄведкЮЏФкШ№РЕодьЕФЙЄвЕЩшБИЯжвбдЫзЊСЫ25ФъЃЌзмВњжЕГЌЙ§СЫ6ЭђtЁЃдк1991ФъЃЌFIORЙЄвеЕУЕНСЫНјвЛВНЕФПЊеЙЃЌVAIКЭExxonЙЋЫОдкFIORЕФЛљДЁЩЯСЊКЯПЊЗЂСЫвЛжжаТЕФСЖЬњЙЄвеСїГЬFINMETЁЃИУЙЄведЫгУЕФПѓЪЏСЃЖШаЁгк12mmЁЃбЁгУЕФШдЮЊЫФМЖСїЛЏДВЗДЯьЦї(АёЪзМЖСїЛЏДВЮТЖШЮЊ5ЁцЃЌбЙСІЮЊ1.1MPa;жевЛМЖСїЛЏДВЮТЖШЮЊ8ЁцЃЌбЙСІЮЊ1.4MPa)ЁЃ

ЮвЙњЬњПѓЪЏбЁГЇгаздФЅЛњЁЂАєФЅЛњЁЂРљФЅЛњКЭЧђФЅЛњЃЌЦфМфздФЅЛњдМеМ1%ЃЌАєФЅЛњКЭРљФЅЛњдМеМ3%ЃЌЦфЫћИљБОЩЯЮЊЧђФЅЛњЃЌЬњПѓбЁПѓГЇГіВњжадЫгУЖрЕФЪЧf2.7mЁС3.6mКЭf3.6mЁС4.mЙцИёЕФЧђФЅЛњЁЃ-дЄбЁЩшБИЮвЙњгаДѓЪЏКгЁЂЫЎГЇЁЂГЬГБМЊЩНЕШ29ИіЬњПѓбЁПѓГЇбЁгУИЩЪНДХЛЌТждЄбЁЁЃЯждкдЫгУНЯКУЕФгаf8ЁС14mmCTЁЊ18аЭвдМАf125ЁС127mmгРДХДХЛЌТж(ЛђГЦДѓПщДХбЁЛњ)ЁЃбЁгУУмЖШНЯЕЭЕФДжСЃМгОчМСХфжЦГЩУмЖШНЯДѓЕФжиаќИЁвКЃЌгУжиНщжЪеёЕДСяВлНјааЬњПѓЪЏдЄбЁЃЌХХГіМаЪЏКЭЮЇбввЛАуЗжбЁСЃЖШЮЊ75ЁЋ1mmДІРэСПНЯДѓЁЃ
гУЭОЗжРр
GB/T8162-2008ЃЈНсЙЙгУЮоЗьИжЙмЃЉЁЃжївЊгУгквЛАуНсЙЙКЭЛњаЕНсЙЙЁЃЦфДњБэВФжЪЃЈХЦКХЃЉЃКЬМЫиИж20ЁЂ45КХИжЃЛКЯН№ИжQ345ЁЂ20CrЁЂ40CrЁЂ20CrMoЁЂ30-35CrMoЁЂ42CrMoЕШЁЃ
GB/T8163-2008ЃЈЪфЫЭСїЬхгУЮоЗьИжЙмЃЉЁЃжївЊгУгкЙЄГЬМАДѓаЭЩшБИЩЯЪфЫЭСїЬхЙмЕРЁЃДњБэВФжЪЃЈХЦКХЃЉЮЊ20ЁЂQ345ЕШЁЃ
GB3087-2008ЃЈЕЭжабЙЙјТЏгУЮоЗьИжЙмЃЉЁЃжївЊгУгкЙЄвЕЙјТЏМАЩњЛюЙјТЏЪфЫЭЕЭжабЙСїЬхЕФЙмЕРЁЃДњБэВФжЪЮЊ10ЁЂ20КХИжЁЃ
GB5310-2008ЃЈИпбЙЙјТЏгУЮоЗьИжЙмЃЉЁЃжївЊгУгкЕчеОМАКЫЕчеОЙјТЏЩЯФЭИпЮТЁЂИпбЙЕФЪфЫЭСїЬхМЏЯфМАЙмЕРЁЃДњБэВФжЪЮЊ20GЁЂ12Cr1MoVGЁЂ15CrMoGЕШЁЃ
GB5312-1999ЃЈДЌВАгУЬМИжКЭЬМУЬИжЮоЗьИжЙмЃЉЁЃжївЊгУгкДЌВАЙјТЏМАЙ§ШШЦїгУIЁЂIIМЖФЭбЙЙмЕШЁЃДњБэВФжЪЮЊ360ЁЂ410ЁЂ460ИжМЖЕШЁЃ
GB1479-2000ЃЈИпбЙЛЏЗЪЩшБИгУЮоЗьИжЙмЃЉЁЃжївЊгУгкЛЏЗЪЩшБИЩЯЪфЫЭИпЮТИпбЙСїЬхЙмЕРЁЃДњБэВФжЪЮЊ20ЁЂ16MnЁЂ12CrMoЁЂ12Cr2MoЕШЁЃ
GB9948-2006ЃЈЪЏгЭСбЛЏгУЮоЗьИжЙмЃЉЁЃжївЊгУгкЪЏгЭвБСЖГЇЕФЙјТЏЁЂШШНЛЛЛЦїМАЦфЪфЫЭСїЬхЙмЕРЁЃЦфДњБэВФжЪЮЊ20ЁЂ12CrMoЁЂ1Cr5MoЁЂ1Cr19Ni11NbЕШЁЃ
GB18248-2003ЃЈЦјЦПгУЮоЗьИжЙмЃЉЁЃжївЊгУгкжЦзїИїжжШМЦјЁЂвКбЙЦјЦПЁЃЦфДњБэВФжЪЮЊ37MnЁЂ34Mn2VЁЂ35CrMoЕШЁЃГЩаЭМгЙЄ
LFТЏжЛФмЕзДЕыВЦјНСАшИжвКЃЌДйЪЙЕЊРызгГЪУжЩЂаЮЪНОљдШЗжВМЕНC-Cr-Mn-NiЕФОЇНчжаШЅЃЌаЮГЩЮШЖЈЕФЛљЬхзщжЏЁЃLFТЏашМгШыЕЊЛЏИѕЮШЕЊЃЌШЗБЃLFТЏГіИжЕЊКЌСПЮШЖЈдк0.43%ЁЋ0.46%жЎМфЁЃ21-4NЦјУХИжжаЃЌЕЊгыЧПЕЊЛЏдЊЫиИѕЁЂУЬНсКЯГЩСЫЮШЖЈЕФЕЊЛЏЮяЃЌДѓДѓНЕЕЭСЫЕЊЕФЛюЖШЁЃВЂЧвЕЊЕФдзгАыОЖДѓЃЌРЉЩЂЯЕЪ§аЁЃЌецПеДІРэЪБЭбЕЊТЪжЛга0ЁЋ10%ЁЃVDДІРэЪБЃЌгааЇецПеЪБМфЮЊ8ЁЋ10minЪБЃЌЕЊКЌСПЛљБОВЛМѕЩйЁЃ
GCr15SiMnИжгВЖШИпЁЂФЭФЅадКУЁЂДуЭИадНЯКУЃЌБЛЙуЗКгІгУгкЩњВњКёБкжсГаЬзШІЁЂДѓГпДчЙіЖЏЬхвдМАЙЄФЃОпЁЃЕЋИУИжШЭадВюЃЌетГЃГЃЕМжТЖёСгЗўвлЛЗОГжажсГаЕФдчЦкЪЇаЇЁЃЯИЛЏОЇСЃМШПЩвдЬсИпЧПЖШЃЌгжПЩвдЬсИпШЭадЃЌЪЧЪЕЯжИжЕФЧПШЭЛЏгааЇЕФЭООЖжЎвЛЁЃБОбаОПЭЈЙ§ЖрДЮПьЫйбЛЗМгШШ+РфШДДІРэРДЯИЛЏGCr15SiMnИжЕФзщжЏЃЌДгЖјИФЩЦЦфГхЛїШЭадЃЌЬсИпЦфЪЙгУадФмЁЃЪдбщгУСЯШЁзд130mmЕФGCr15SiMnШШдўАєВФЃЌЦфЛЏбЇГЩЗжСагкБэ1ЁЃ
GH2132КЯН№жиШлЙ§ГЬжа6зщЪЕбщОљдШМгШыСЫВЛЭЌСПЕФЭббѕAlЗлЁЃЖдЕчдќЖЇЕФЭЗЮВЃЌДгБэУцЕНжааФНјааСЫAlЁЂTiЕШдЊЫиЕФЛЏбЇЗжЮіКЭЙтЦзЩЈУшЁЃЪЕбщНсЙћБэУїЃКЪЙгУДЫдЄШлдќжиШлGH312GH2132КЯН№ЃЌПЩвдДѓДѓЕФЬсИпИжЖЇЕФБэУцжЪСПЃЌНЕЕЭЕчдќЗЯЦЗТЪЁЃGH3128КЯН№ЪЙгУБОдЄШлдќжидќКѓИжЖЇБэУцжЪСПСМКУЃЌЮоШЮКЮУїЯдМадќЁЂЙќдќЁЂдќЙЕЯжЯѓЁЃДЫдЄШлдќШлЕудМ1200ЁцЃЌGH3128КЯН№ШлЕудк1340ЁцЁЋ1390ЁцжЎМфЁЃ
34*3ЮоЗьИжЙм--20#ЮоЗьИжЙм34*3СуЪл
20#ЮоЗьИжЙмВФжЪЮЊ20#ИжЃЌЧПЖШБШ15#ЩдИпЃЌКмЩйДуЛ№ЃЌЮоЛиЛ№ДрадЁЃРфБфаЮЫмадИпЁЂвЛАуЙЉЭфЧњЁЂбЙбгЁЂЭфБпКЭДИЙАЕШМгЙЄЃЌЕчЛЁКИКЭНгДЅКИЕФКИНгадФмКУЃЌЦјКИЪБКёЖШаЁЃЌЭтаЮвЊЧѓбЯИёЛђаЮзДИДдгЕФжЦМўЩЯвзЗЂЩњСбЮЦЁЃЧаЯїМгЙЄадРфАЮЛђе§Л№зДЬЌНЯЭЫЛ№зДЬЌКУЁЂвЛАугУгкжЦдьЪмСІВЛДѓЖјШЭадвЊЧѓИпЕФЙЄМўЁЃ
1.1ИжЙмЙЋГЦЭтОЖЮЊ88.9mmЃЌЙЋГЦБкКёЮЊ6.45mmЁЃ
1.2 ИжЙмЕФЭтОЖКЭБкКёдЪаэЦЋВюгІЗћКЯБэ1ЕФЙцЖЈЁЃ Бэ ЭтОЖдЪаэЦЋВю+ 0.50mmЁЋ0.20mm БкКёдЪаэЦЋВю + 0.97mmЁЋ0.77mm ЁЃ
2 ИжЙмЕФЭЈГЃГЄЖШЮЊ9400mmЁЋ9750mmЁЃ
3 ЭтаЮ 3.1 ИжЙмЕФЭфЧњЖШВЛЕУДѓгк1.0mm/mЁЃ
3.2 ИжЙмСНЖЫЖЫУцгІгыИжЙмжсЯпДЙжБЃЌЧаПкУЋДЬгІгшЧхГ§ЁЃ
4 жиСП ИжЙмАДЪЕМЪжиСПНЛЛѕЃЌврПЩАДРэТлжиСПНЛЛѕЁЃИжЙмУПУзРэТлжиСПЮЊ13.115kg/mЁЃ
5.ИжЙмЕФГЩЦЗЛЏбЇГЩЗждЪаэЦЋВюгІЗћКЯGB/T 222ЕФгаЙиЙцЖЈЁЃ
6.НЛЛѕзДЬЌ ИжЙмвдШШдўзДЬЌНЛЛѕЁЃ
7.СІбЇадФм ОЪЪЕБШШДІРэЃЌИжЙмЕФСІбЇадФмгІДяЕНAPI SPEC 5CT жаN80ИжМЖЕФвЊЧѓЁЃ
8.УмЪЕад ИжЙмгІж№ИљНјааЮаСїЬНЩЫвдМьбщИжЙмЕФУмЪЕадЃЌЮаСїЬНЩЫЖдБШЪдбљШЫЙЄШБЯнЭЈПзжБОЖЮЊІе2.2mmЁР0.01mmЁЃ
ИагІМгШШБэУцДуЛ№гыЦеЭЈДуЛ№БШОпгаШчЯТгХЕуЃК1.ШШдДдкЙЄМўБэВуЃЌМгШШЫйЖШПьЃЌШШаЇТЪИп2.ЙЄМўвђВЛЪЧећЬхМгШШЃЌБфаЮаЁ3.ЙЄМўМгШШЪБМфЖЬЃЌБэУцбѕЛЏЭбЬМСПЩй4.ЙЄМўБэУцгВЖШИпЃЌШБПкадаЁЃЌГхЛїШЭадЁЂЦЃРЭЧПЖШвдМАФЭФЅадЕШОљгаКмДѓЬсИпЁЃгаРћгкЗЂЛгВФСЯЕиЧБСІЃЌНкдМВФСЯЯћКФЃЌЬсИпСуМўЪЙгУЪйУќ5.ЩшБИНєДеЃЌЪЙгУЗНБуЃЌРЭЖЏЬѕМўКУ6.БугкЛњаЕЛЏКЭздЖЏЛЏ7.ВЛНігУдкБэУцДуЛ№ЛЙПЩгУдкДЉЭИМгШШгыЛЏбЇШШДІРэЕШЁЃИагІМгШШЕФЛљБОдРэНЋЙЄМўЗХдкИагІЦїжаЃЌЕБИагІЦїжаЭЈЙ§НЛБфЕчСїЪБЃЌдкИагІЦїжмЮЇВњЩњгыЕчСїЦЕТЪЯрЭЌЕФНЛБфДХГЁЃЌдкЙЄМўжаЯргІЕиВњЩњСЫИагІЕчЖЏЪЦЃЌдкЙЄМўБэУцаЮГЩИагІЕчСїЃЌМДЮаСїЁЃ
ЖЈЮЛОЋЖШЕФВЙГЅШєВтЕУЪ§ПиЛњДВЕФЖЈЮЛЮѓВюГЌГіЮѓВюдЪаэЗЖЮЇЃЌдђБиаыЖдЛњДВНјааЮѓВюВЙГЅЁЃГЃгУЗНЗЈЪЧМЦЫуГіТнОрЮѓВюВЙГЅБэЃЌЪжЖЏЪфШыЛњДВCNCЯЕЭГЃЌДгЖјЯћГ§ЖЈЮЛЮѓВюЃЌгЩгкЪ§ПиЛњДВШ§жсЛђЫФжсВЙГЅЕуПЩФмгаМИАйЩЯЧЇЕуЃЌЫљвдЪжЖЏВЙГЅашвЊЛЏЗбНЯЖрЕФЪБМфЃЌВЂЧвШнвзГіДэЁЃЯждкЭЈЙ§RS232НгПкНЋМЦЫуЛњгыЛњДВCNCПижЦЦїСЊНгЦ№РДЃЌгУVBБраДЕФздЖЏаЃзМШэМўПижЦМЄЙтИЩЩцвЧгыЪ§ПиЛњДВЭЌВНЙЄзїЃЌЪЕЯжЖдЪ§ПиЛњДВЖЈЮЛОЋЖШЕФздЖЏМьВтМАздЖЏТнОрЮѓВюВЙГЅЃЌЦфВЙГЅЗНЗЈШчЯТЃКБИЗнCNCПижЦЯЕЭГжаЕФвбгаВЙГЅВЮЪ§ЃЛгЩМЦЫуЛњВњЩњНјааж№ЕуЖЈЮЛОЋЖШВтСПЕФЛњДВCNCГЬађЃЌВЂДЋЫЭИјCNCЯЕЭГ;здЖЏВтСПИїЕуЕФЖЈЮЛЮѓВюЃЛИљОнЕФВЙГЅЕуВњЩњвЛзщаТЕФВЙГЅВЮЪ§ЃЌВЂДЋЫЭИјCNCЯЕЭГЃЌТнОрздЖЏВЙГЅЭъГЩЃЛжиИДНјааОЋЖШбщжЄЁЃ
ИжЙмзїЮЊИжЬњВњЦЗЕФживЊзщГЩВПЗжЃЌвђЦфжЦдьЙЄвеМАЫљгУЙмХїаЮзДВЛЭЌЖјЗжЮЊЮоЗьИжЙмЃЈдВХїЃЉКЭКИНгИжЙмЃЈАхЃЌДјХїЃЉСНДѓРрЁЃ
ЮоЗьИжЙм вђЦфжЦдьЙЄвеВЛЭЌЃЌгжЗжЮЊШШдўЃЈМЗбЙЃЉЮоЗьИжЙмКЭРфАЮЃЈдўЃЉЮоЗьИжЙмСНжжЁЃРфАЮЃЈдўЃЉЙмгжЗжЮЊдВаЮЙмКЭвьаЮЙмСНжжЁЃ
ЙЄвеСїГЬ
ШШдўЃЈМЗбЙЮоЗьИжЙмЃЉЃКдВЙмХїЁњМгШШЁњДЉПзЁњШ§ЙѕаБдўЁЂСЌдўЛђМЗбЙЁњЭбЙмЁњЖЈОЖЃЈЛђМѕОЖЃЉЁњРфШДЁњХїЙмЁњНУжБЁњжЪМьБкКёЁњЫЎбЙЪдбщЃЈЛђЬНЩЫЃЉЁњБъМЧЁњШыПтЁЃ
РфАЮЃЈдўЃЉЮоЗьИжЙмЃКдВдВЙмХїЁњМгШШЁњДЉПзЁњДђЭЗЁњЭЫЛ№ЁњЫсЯДЁњЭПгЭЃЈЖЦЭЃЉЁњЖрЕРДЮРфАЮЃЈРфдўЃЉЁњХїЙмЁњШШДІРэЁњНУжБЁњжЪМьБкКёЁњЫЎбЙЪдбщЃЈЬНЩЫЃЉЁњБъМЧЁњШыПтЁЃ
дк1976ФъЃЌFIORЙЄвеБЛЬсГіЃЌЫќЪЧдЫгУСїЛЏДВИДдЬњПѓЗлГіВњШШбЙПщЬњЕФАьЗЈЁЃдЫгУИУЙЄведкЮЏФкШ№РЕодьЕФЙЄвЕЩшБИЯжвбдЫзЊСЫ25ФъЃЌзмВњжЕГЌЙ§СЫ6ЭђtЁЃдк1991ФъЃЌFIORЙЄвеЕУЕНСЫНјвЛВНЕФПЊеЙЃЌVAIКЭExxonЙЋЫОдкFIORЕФЛљДЁЩЯСЊКЯПЊЗЂСЫвЛжжаТЕФСЖЬњЙЄвеСїГЬFINMETЁЃИУЙЄведЫгУЕФПѓЪЏСЃЖШаЁгк12mmЁЃбЁгУЕФШдЮЊЫФМЖСїЛЏДВЗДЯьЦї(АёЪзМЖСїЛЏДВЮТЖШЮЊ5ЁцЃЌбЙСІЮЊ1.1MPa;жевЛМЖСїЛЏДВЮТЖШЮЊ8ЁцЃЌбЙСІЮЊ1.4MPa)ЁЃ
ЮвЙњЬњПѓЪЏбЁГЇгаздФЅЛњЁЂАєФЅЛњЁЂРљФЅЛњКЭЧђФЅЛњЃЌЦфМфздФЅЛњдМеМ1%ЃЌАєФЅЛњКЭРљФЅЛњдМеМ3%ЃЌЦфЫћИљБОЩЯЮЊЧђФЅЛњЃЌЬњПѓбЁПѓГЇГіВњжадЫгУЖрЕФЪЧf2.7mЁС3.6mКЭf3.6mЁС4.mЙцИёЕФЧђФЅЛњЁЃ-дЄбЁЩшБИЮвЙњгаДѓЪЏКгЁЂЫЎГЇЁЂГЬГБМЊЩНЕШ29ИіЬњПѓбЁПѓГЇбЁгУИЩЪНДХЛЌТждЄбЁЁЃЯждкдЫгУНЯКУЕФгаf8ЁС14mmCTЁЊ18аЭвдМАf125ЁС127mmгРДХДХЛЌТж(ЛђГЦДѓПщДХбЁЛњ)ЁЃбЁгУУмЖШНЯЕЭЕФДжСЃМгОчМСХфжЦГЩУмЖШНЯДѓЕФжиаќИЁвКЃЌгУжиНщжЪеёЕДСяВлНјааЬњПѓЪЏдЄбЁЃЌХХГіМаЪЏКЭЮЇбввЛАуЗжбЁСЃЖШЮЊ75ЁЋ1mmДІРэСПНЯДѓЁЃ
гУЭОЗжРр
GB/T8162-2008ЃЈНсЙЙгУЮоЗьИжЙмЃЉЁЃжївЊгУгквЛАуНсЙЙКЭЛњаЕНсЙЙЁЃЦфДњБэВФжЪЃЈХЦКХЃЉЃКЬМЫиИж20ЁЂ45КХИжЃЛКЯН№ИжQ345ЁЂ20CrЁЂ40CrЁЂ20CrMoЁЂ30-35CrMoЁЂ42CrMoЕШЁЃ
GB/T8163-2008ЃЈЪфЫЭСїЬхгУЮоЗьИжЙмЃЉЁЃжївЊгУгкЙЄГЬМАДѓаЭЩшБИЩЯЪфЫЭСїЬхЙмЕРЁЃДњБэВФжЪЃЈХЦКХЃЉЮЊ20ЁЂQ345ЕШЁЃ
GB3087-2008ЃЈЕЭжабЙЙјТЏгУЮоЗьИжЙмЃЉЁЃжївЊгУгкЙЄвЕЙјТЏМАЩњЛюЙјТЏЪфЫЭЕЭжабЙСїЬхЕФЙмЕРЁЃДњБэВФжЪЮЊ10ЁЂ20КХИжЁЃ
GB5310-2008ЃЈИпбЙЙјТЏгУЮоЗьИжЙмЃЉЁЃжївЊгУгкЕчеОМАКЫЕчеОЙјТЏЩЯФЭИпЮТЁЂИпбЙЕФЪфЫЭСїЬхМЏЯфМАЙмЕРЁЃДњБэВФжЪЮЊ20GЁЂ12Cr1MoVGЁЂ15CrMoGЕШЁЃ
GB5312-1999ЃЈДЌВАгУЬМИжКЭЬМУЬИжЮоЗьИжЙмЃЉЁЃжївЊгУгкДЌВАЙјТЏМАЙ§ШШЦїгУIЁЂIIМЖФЭбЙЙмЕШЁЃДњБэВФжЪЮЊ360ЁЂ410ЁЂ460ИжМЖЕШЁЃ
GB1479-2000ЃЈИпбЙЛЏЗЪЩшБИгУЮоЗьИжЙмЃЉЁЃжївЊгУгкЛЏЗЪЩшБИЩЯЪфЫЭИпЮТИпбЙСїЬхЙмЕРЁЃДњБэВФжЪЮЊ20ЁЂ16MnЁЂ12CrMoЁЂ12Cr2MoЕШЁЃ
GB9948-2006ЃЈЪЏгЭСбЛЏгУЮоЗьИжЙмЃЉЁЃжївЊгУгкЪЏгЭвБСЖГЇЕФЙјТЏЁЂШШНЛЛЛЦїМАЦфЪфЫЭСїЬхЙмЕРЁЃЦфДњБэВФжЪЮЊ20ЁЂ12CrMoЁЂ1Cr5MoЁЂ1Cr19Ni11NbЕШЁЃ
GB18248-2003ЃЈЦјЦПгУЮоЗьИжЙмЃЉЁЃжївЊгУгкжЦзїИїжжШМЦјЁЂвКбЙЦјЦПЁЃЦфДњБэВФжЪЮЊ37MnЁЂ34Mn2VЁЂ35CrMoЕШЁЃГЩаЭМгЙЄ
LFТЏжЛФмЕзДЕыВЦјНСАшИжвКЃЌДйЪЙЕЊРызгГЪУжЩЂаЮЪНОљдШЗжВМЕНC-Cr-Mn-NiЕФОЇНчжаШЅЃЌаЮГЩЮШЖЈЕФЛљЬхзщжЏЁЃLFТЏашМгШыЕЊЛЏИѕЮШЕЊЃЌШЗБЃLFТЏГіИжЕЊКЌСПЮШЖЈдк0.43%ЁЋ0.46%жЎМфЁЃ21-4NЦјУХИжжаЃЌЕЊгыЧПЕЊЛЏдЊЫиИѕЁЂУЬНсКЯГЩСЫЮШЖЈЕФЕЊЛЏЮяЃЌДѓДѓНЕЕЭСЫЕЊЕФЛюЖШЁЃВЂЧвЕЊЕФдзгАыОЖДѓЃЌРЉЩЂЯЕЪ§аЁЃЌецПеДІРэЪБЭбЕЊТЪжЛга0ЁЋ10%ЁЃVDДІРэЪБЃЌгааЇецПеЪБМфЮЊ8ЁЋ10minЪБЃЌЕЊКЌСПЛљБОВЛМѕЩйЁЃ
GCr15SiMnИжгВЖШИпЁЂФЭФЅадКУЁЂДуЭИадНЯКУЃЌБЛЙуЗКгІгУгкЩњВњКёБкжсГаЬзШІЁЂДѓГпДчЙіЖЏЬхвдМАЙЄФЃОпЁЃЕЋИУИжШЭадВюЃЌетГЃГЃЕМжТЖёСгЗўвлЛЗОГжажсГаЕФдчЦкЪЇаЇЁЃЯИЛЏОЇСЃМШПЩвдЬсИпЧПЖШЃЌгжПЩвдЬсИпШЭадЃЌЪЧЪЕЯжИжЕФЧПШЭЛЏгааЇЕФЭООЖжЎвЛЁЃБОбаОПЭЈЙ§ЖрДЮПьЫйбЛЗМгШШ+РфШДДІРэРДЯИЛЏGCr15SiMnИжЕФзщжЏЃЌДгЖјИФЩЦЦфГхЛїШЭадЃЌЬсИпЦфЪЙгУадФмЁЃЪдбщгУСЯШЁзд130mmЕФGCr15SiMnШШдўАєВФЃЌЦфЛЏбЇГЩЗжСагкБэ1ЁЃ
GH2132КЯН№жиШлЙ§ГЬжа6зщЪЕбщОљдШМгШыСЫВЛЭЌСПЕФЭббѕAlЗлЁЃЖдЕчдќЖЇЕФЭЗЮВЃЌДгБэУцЕНжааФНјааСЫAlЁЂTiЕШдЊЫиЕФЛЏбЇЗжЮіКЭЙтЦзЩЈУшЁЃЪЕбщНсЙћБэУїЃКЪЙгУДЫдЄШлдќжиШлGH312GH2132КЯН№ЃЌПЩвдДѓДѓЕФЬсИпИжЖЇЕФБэУцжЪСПЃЌНЕЕЭЕчдќЗЯЦЗТЪЁЃGH3128КЯН№ЪЙгУБОдЄШлдќжидќКѓИжЖЇБэУцжЪСПСМКУЃЌЮоШЮКЮУїЯдМадќЁЂЙќдќЁЂдќЙЕЯжЯѓЁЃДЫдЄШлдќШлЕудМ1200ЁцЃЌGH3128КЯН№ШлЕудк1340ЁцЁЋ1390ЁцжЎМфЁЃ
дкЯпбЏХЬ/Сєбд
ВњЦЗЭЦМі
-
КЃПЕЭўЪг16ТЗ4ХЬЮЛгВХЬТМЯёЛњ

-
КЃПЕЭўЪг16ТЗ4ХЬЮЛжЧФмЭМЫбЮФЫб

-
КЃПЕЭўЪг32ТЗ4ХЬЮЛгВХЬТМЯёЛњ

-
КЃПЕЭўЪг32ТЗ4ХЬЮЛжЧФмЭМЫбЮФЫб

-
КЃПЕЭўЪг8ТЗ2ХЬЮЛЭМЫбЮФЫбNVR

-
КЃПЕЭўЪг8ТЗ2ХЬЮЛжЧФмЭМЫбЮФЫбN

-
КЃПЕЭўЪг16ТЗ2ХЬЮЛNVRТМЯёЛњ

-
КЃПЕЭўЪг16ТЗ2ХЬЮЛNVRТМЯёЛњ

-
КЃПЕЭўЪг32ТЗ2ХЬЮЛЮФЫбNVRгВ

-
КЃПЕЭўЪг32ТЗ2ХЬЮЛЮФЫбNVRгВ

-
ЛсдБгЮРжГЁЯћЗбвЛПЈЭЈНтОіЗНАИ
-
DS-2CD2326WDA4-L

-
DS-2CD2T26FDWDA4

-
DS-2CD2326FDWDA4
-
DS-2CD2T26WDA4-L

ОЋЦЗЭЦМі
-
КЃПЕЭўЪг16ТЗ4ХЬЮЛгВХЬТМЯёЛњ
-
КЃПЕЭўЪг16ТЗ4ХЬЮЛжЧФмЭМЫбЮФЫб
-
КЃПЕЭўЪг32ТЗ4ХЬЮЛгВХЬТМЯёЛњ
-
КЃПЕЭўЪг32ТЗ4ХЬЮЛжЧФмЭМЫбЮФЫб
-
КЃПЕЭўЪг8ТЗ2ХЬЮЛЭМЫбЮФЫбNVR
-
КЃПЕЭўЪг8ТЗ2ХЬЮЛжЧФмЭМЫбЮФЫбN
-
КЃПЕЭўЪг16ТЗ2ХЬЮЛNVRТМЯёЛњ
-
КЃПЕЭўЪг16ТЗ2ХЬЮЛNVRТМЯёЛњ
-
КЃПЕЭўЪг32ТЗ2ХЬЮЛЮФЫбNVRгВ
-
КЃПЕЭўЪг32ТЗ2ХЬЮЛЮФЫбNVRгВ
-
ЛсдБгЮРжГЁЯћЗбвЛПЈЭЈНтОіЗНАИ
-
DS-2CD2326WDA4-L
-
DS-2CD2T26FDWDA4
-
DS-2CD2326FDWDA4
-
DS-2CD2T26WDA4-L