
�������ƣ��ӱ�������е����˾
��ϵ�ˣ�л������С�㣩
��ϵ�ֻ���
�̶��绰��
��ҵ���䣺3622313939@qq.com
��ϵ��ַ���ӱ�ʡ��ͷ�н������»���·
�ʱࣺ061000
��ϵ��ʱ����˵�������ܰ������Ͽ����ģ�лл��
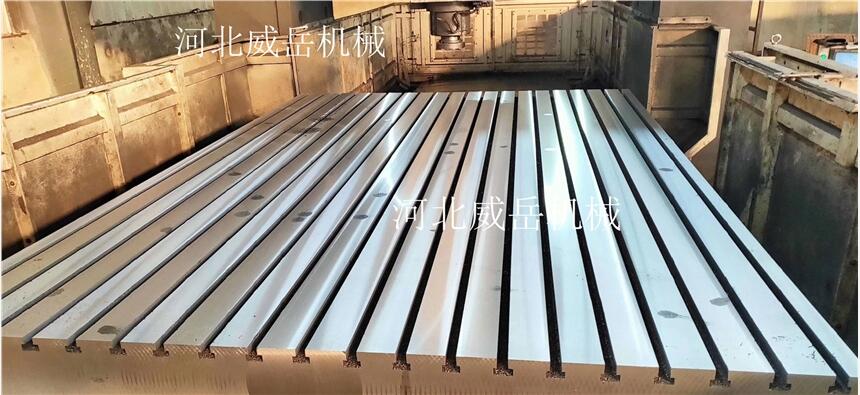
����T�Ͳ�ƽ̨���ڻ�е���������Ķ���ʵ�飬�豸���ԣ����нϺõ�ƽ���ȶ��Ժ����ԣ��������T�Ͳۣ����������̶�ʵ���豸��
����T�Ͳ�ƽ̨�����ڹ��������ߵ�ƽ������ߡ�ƽ̨��װӦ����ˮƽ�����ɾ��ֲ��ڸ�֧���ϣ������¶ȣ�20��5�棩ʹ��ʱӦ������
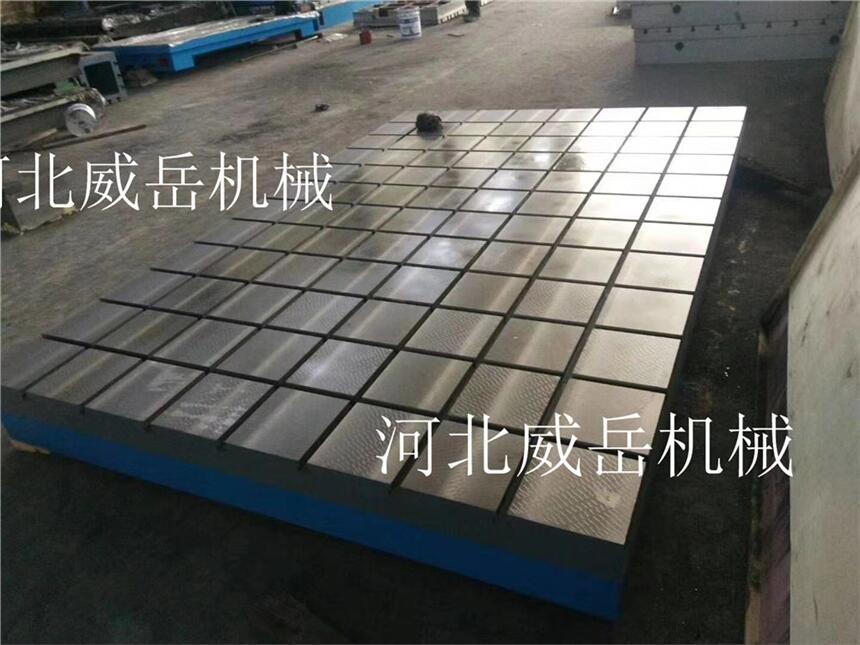
����ƽ��http://www.chinaweiyue.com/��Ƽ���Ҫ��һ����ݡ���е��ҵ��/T7974��2000��ƣ���GB4986-85����ƽ̨���ȵȼ���00��0��1��2��3���������١�����ƽ�������ڹ��������ߵ�ƽ������ߡ�
����T�Ͳ�ƽ̨��װӦ����ˮƽ�����ɾ��ֲ��ڸ�֧���ϣ������¶�ʹ��ʱӦ����������ƽ����ȥ�����з���������Ӧ����Խ�˲����ڸ��¶��µķ���ǿ�ȣ������������ξ��Ȳ����õĻ����壬�ڻ�������������Ҳ�Dz��ɶ��ٵĸ����������ߡ������ڼ��鹤�������Ȳ����õĻ�ƽ�棬��Ҫ���ڻ�е������������еĻ��棬�������ijߴ羫�Ȼ���Ϊƫ��������û��ߣ��ڻ�е����������Dz���ȱ�ٵ�ƽ������ߡ�����ƽ�������ڹ��������ߵ�ƽ������ߡ�
����T�Ͳ�ƽ������ʱ��ע�����������ɰ���̵Ŀ��ƣ���ɰ�����ܽ�ֱ��Ӱ��������������������ˣ���ɰӦ�þ������õ����ԣ�ʪǿ�ȡ������ԡ������Ժ������Եȡ��ϸ��ռ���˳��ɰ-��ɰ-ճ��-ú��-ˮ������ʱ�䶨��6��7min����������Լ5h���ҵ��ȡ����Ⱥ���й�ɸ�����ɺ����ã�ʹ��ɰ������ɢ�ԣ���������ԡ������Եȡ����콽ע���̵Ŀ��ơ���עǰҪ����ˮ���������Ͱ����������ڽ�ע������Ҫ��������ƽ�ȣ��Ա����ɰ���γ�ɰ�ۡ��ܻ�ʱҪ��ʱ��ס©��ˮ�IJ�λ����������ˮ���Լ������������������⡣�����������̵Ŀ��ƣ��������������������������������������������Ի�ñ��������������������
����T�Ͳ�ƽ̨�Ĺ��м�������
1������T�Ͳ�ƽ̨�ֹΣ���ƽ̨����Ƚϴֲڡ��ӹ��ۼ������������⡢��ƽ��Ť��������������0.005mm����ʱ��Ӧ�ȴֹΡ��ֹε��ص��Dz��ó��� ���г̳̽���10mm~15mm֮�䣩�� �۽Ͽ���10mm������ �ۼ�˳��Ƭ���ظ�������ƽ���е�ӹ��� �۹ҳ������е㣬�����Գ��ĸߵ������
2������T�Ͳ�ƽ̨ϸ�Σ�ϸ�ξ��ǽ��ֹκ�ĸߵ��ȥ�����ص��Dz��ö̹η��� �ۿ�Լ6mm����5mm~10mm�����е��ɢ�졣ϸ��ʱҪ���� ����Σ�����һ�飬�� ��ʱҪ��45�Ȼ�60�ȷ���γ����ơ���ƽ���е�ÿ25�O��25�O��Ϊ10~14��ʱ�����ɽ���ϸ�Ρ�
3������T�Ͳ�ƽ̨���Σ���ϸ�εĻ����Ͻ��о��Σ�����С�� ���Բ���ľ��Σ��ۿ�Լ4mm��ƽ���е�ÿ25�O��25�O��ӦΪ20~25�㣬
4������T�Ͳ�ƽ̨�λ����λ�������һ�����ۣ������л������͵Ĺ��ܡ�һ�㳣���Ļ����У�б���ơ����λ��ƺ����ۻ��Ƶȡ�
����T�Ͳ�ƽ̨ƽ��ȵ�������飺
1������T�Ͳ�ƽ̨�������治Ӧ���⼣�����ۡ����˼�����Ӱ��ʹ�õ�������⡣
2������T�Ͳ�ƽ̨�������治Ӧ��ɰ�ס����ס����ơ����������ɵ��������⡣�������Ӧ ��ɰ���ұ���ƽ����Ϳ���ι̡������Ӧ�ۡ��ھ��ȵȼ����ڡ�00������ƽ�幤�����ϣ�����ֱ��С��15mm��ɰ����������ͬ�IJ��϶�������Ӳ��Ӧ������Χ���ϵ�Ӳ�ȡ��ڹ������϶����IJ�λӦ�������Ĵ������֮��ľ���Ӧ��С��80mm��
3��������������ϣ�Ӧ�����а�װ�ֱ��������ȵ�װ��ʩ�����ƿ�Բ���ס���Ƶ�װλ��ʱӦ���Ǿ����������װ������ı䶯��
4�������û�Ҫ���ڰ幤�������������ƿۺ���Щ��λ��Ӧ���ָ��ڹ������������
5��Ӧ����ϸ���ϵĻҿ�������Ͻ��������졣
6������T�Ͳ�ƽ̨�������Ӳ��ӦΪHB170-220��
7������T�Ͳ�ƽ̨������Ӧ���ù������գ����ڡ�3����ƽ�幤����Ҳ���Բ����������գ�������������ı���ֲڶȰ���������ƽ��ƫ��RaֵӦ������5um 8��Ӧ�����ȶ��Դ�����ȥ�š�
����T�Ͳ�ƽ̨����Ľ���취
1.����T�Ͳ�ƽ���Ļ��棺�ɽӹ���ͼ�ijߴ磬���й�����
2.�߶Ȳ����Ļ��棺����������������ͬ���ƽ̨�ϣ����и߶ȱȽϲ���������ٽ���߶�������Ƚϡ�
3.ƽ�жȲ����Ļ��棺�̶���������Ȼ��ʹ����ָ��Ӵ��ڴ���������Ϸ����ƶ�������ɼ�鹤������ƽ̨���ƽ�жȡ�
4.�ǶȲ����Ļ��棺����ƽ̨�����棬������Ҹ˼��Ƕȹ棬�ɽ��нǶ����⡣
5. ����T�Ͳ�ƽ̨�������治Ӧ��ɰ�ס����ס����ơ����������ɵ��������⡣�������Ӧ��ɰ���ұ���ƽ����Ϳ���ι̡������Ӧ�ۡ��ھ��ȵȼ����ڡ�00������ƽ̨�������ϣ�����ֱ��С��15mm��ɰ����������ͬ�IJ��϶�������Ӳ��Ӧ������Χ���ϵ�Ӳ�ȡ��ڹ������϶����IJ�λӦ�������Ĵ������֮��ľ���Ӧ��С��80mm��
6.������T�Ͳ�ƽ̨��������������ϣ�Ӧ�����а�װ�ֱ��������ȵ�װ��ʩ�����ƿ�Բ���ס���Ƶ�װλ��ʱӦ���Ǿ����������װ������ı䶯�� 7.����ƽ�幤�����治Ӧ���⼣�����ۡ����˼�����Ӱ��ʹ
8.�����û�Ҫ��������T�Ͳ�ƽ̨���������������ƿۺ���Щ��λ��Ӧ���ָ��ڹ������������
9. ����T�Ͳ�ƽ̨Ӧ����ϸ���ϵĻҿ�������Ͻ��������졣
10. ����T�Ͳ�ƽ̨������Ӧ���ù������գ����ڡ�3����ƽ̨������Ҳ���Բ����������գ�������������ı���ֲڶȰ���������ƽ��ƫ��RaֵӦ������5um����GB1031��83������ֲڶȲ���������ֵ������
11. ����T�Ͳ�ƽ̨Ӧ�����ȶ��Դ�����ȥ�š�


-
��������16·4��λӲ��¼���

-
��������16·4��λ����ͼ������

-
��������32·4��λӲ��¼���

-
��������32·4��λ����ͼ������

-
��������8·2��λͼ������NVR

-
��������8·2��λ����ͼ������N

-
��������16·2��λNVR¼���

-
��������16·2��λNVR¼���

-
��������32·2��λ����NVRӲ

-
��������32·2��λ����NVRӲ

-
��Ա���ֳ�����һ��ͨ�������
-
DS-2CD2326WDA4-L

-
DS-2CD2T26FDWDA4

-
DS-2CD2326FDWDA4
-
DS-2CD2T26WDA4-L

-
��������16·4��λӲ��¼���
-
��������16·4��λ����ͼ������
-
��������32·4��λӲ��¼���
-
��������32·4��λ����ͼ������
-
��������8·2��λͼ������NVR
-
��������8·2��λ����ͼ������N
-
��������16·2��λNVR¼���
-
��������16·2��λNVR¼���
-
��������32·2��λ����NVRӲ
-
��������32·2��λ����NVRӲ
-
��Ա���ֳ�����һ��ͨ�������
-
DS-2CD2326WDA4-L
-
DS-2CD2T26FDWDA4
-
DS-2CD2326FDWDA4
-
DS-2CD2T26WDA4-L